





 多缸多网造纸机
多缸多网造纸机圆网造纸机上网槽有哪几种
圆网造纸机上网槽有哪几种:
圆网造纸机上网槽结构常用木材制成,网槽圆环的主要部分有时衬以金属(常为不锈钢),有时也用塑料材质。所谓网槽圆环是指网笼面与半圆体之间的环隙。网槽圆环必须仔细构筑,其外形必须匀称和光滑。
网槽的形式较多。沿用最久的形式是顺流式网槽和逆流式网槽。目前我国使用比较广泛的是活动弧形板式网槽,还有干式网槽、旋转式成形器和鼓式真空成形器等,在更高级些的造纸机上则使用抽气式圆网等。
网槽的结构形式对纸的产量和质量的影响很大。各种网槽都有一定的特性。这些特性对某一纸种的生产可能是优点,而对另一纸种却可能并不重要。应该根据具体的生产要求来设计或选用网槽。对网槽结构设计的一般要求有:网槽中纸浆的纤维均匀分散,不结块;网槽中纸浆在幅宽上有均匀的流速;网槽的各浆道光滑平直,转角处要圆滑过渡,防止挂浆和沉浆现象;便于清洗和检修。
造纸机上网槽主要有以下几种:
1、普通顺流式网槽
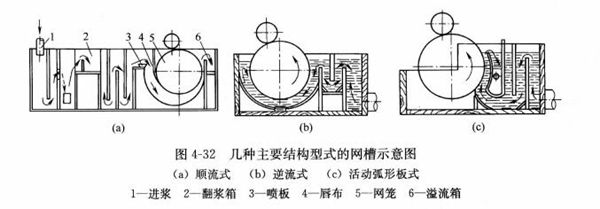
图4-32(a)所示为一个普通顺流式网槽结构。其网槽圆环内的纤维流动方向与网笼旋转方向相同。浆流通过支管布浆器或锥形布浆器等布浆装置进入网槽,先在流送部分(翻浆箱)充分地混合,促使纤维均匀分散,并除去泡沫,然后溢过喷板流入网笼槽内。喷板和网笼的网面之间的距离是可以调节的,用以控制进入网槽浆料的流速。唇布(又称裙布)是一块1-2mm厚的胶皮,可以防止浆流直接冲到成形网表面,并使浆流改变方向,沿网槽弧形底往下流动。调节唇布位置的高低是可调的,以控制纸幅开始形成的位置。
网槽的弧形底部和网笼表面构成一个牛角形的浆道。牛角道的大小和形状对纸的质量影响很大。通常,弧形底和网笼间的距离在进浆的入口处为130-140mm;然后逐渐缩小,在网槽的最底部为100-110mm;到溢流箱前沿则为70-80mm。如果牛角道过小,则浆流速度太快,容易带入空气,形成气泡;而牛角道过大时,则浆速太慢,增加浆料和网笼上已经形成的湿纸幅间的摩擦,影响成纸的匀度。
在牛角道末端设有溢流箱,以消除网槽中纤维的沉降,避免出现浓度过高的浆团。溢流箱的宽度为100-200mm,深200-300mm。
顺流式网槽的特点是有很大的脱水弧长,可以使用浓度较低的纸浆,成纸的匀度较好,紧度较大,也较平滑。其结构比较简单,可通过喷板和唇布进行适度的调节,清洗方便。适用于各种文化用纸、一般薄纸、原纸、纸绳纸、油封纸等的抄造。
2、逆流式网槽
逆流式网槽基本部件跟顺流网槽相同,但浆流与网笼旋转方向相反。如图4-32(b)所示。在纸幅开始成形的地方,浆料浓度最大。网笼的转动对纸浆有一些搅拌作用,使纤维有一些交缠,所以成纸的纵横拉力强度的比值较小;其形成的湿纸较疏松,表面有竖起的纤维,使纸层与纸层之间易于结合,因此逆流式网槽常用于多圆网抄造厚纸、浆板或纸板。
逆流式网槽的特点是对纸浆要求不严格,对性质相差悬殊的纸浆均可用同一结构的网槽,易于操作和控制。网槽结构简单,没有溢流和唇布,清洗方便。缺点是成纸匀度低,车速不能太高。
顺流网槽比逆流网槽有更好的匀度,而逆流网槽则能抄取更高的定量。因此实践上常用顺流网槽生产外层纸幅,而用逆流网槽生产中间层纸幅。
3、活动弧形板式网槽
如图4-32(c)所示,活动弧形板式网槽的翻浆箱部分中,在靠近弧形板处设有气泡格(或称排气格),以排出浆料之中的空气。纸浆自翻浆箱首先进入浆流的定向浆道。定向浆道由网槽底部的固定弧形槽底、唇布和活动弧形板的下部弧形组成,用来控制纸浆上网的方向和稳定浆流。随后,纸浆进入网槽的定速浆道,即活动弧形板和网笼组成的浆道。活动弧形板的曲面是以网笼中心下移20-40mm为圆心,比网笼半径大40-60mm为半径作出的圆弧。活动弧形板的中部有活动枢轴,可用螺钉顶推作水平的平移,用以调节活动弧形板和网笼表面之间的距离,借以控制纸浆的流速,适应车速和纸幅定量的要求。同时,活动弧形板还可以用网槽上沿的螺杆绕活动枢轴转动,借以改变浆道的形状,即改变浆道入口端和流出端截面的大小,以适应纸浆的性质和溢流量的大小。纸浆的溢流槽设置在活动弧形板的上端。
活动弧形板式网槽的特点是可调节性较大,适用于生产品种多变的情况;纸浆上浆压头较大,相应地有较大的脱水能力;但白水浓度大,纤维流失较多,纸张靠网的一面较粗糙。活动弧形板式网槽可以用在印刷纸、凸版纸、书写纸、一般薄纸、卫生纸、包装纸等多种产品的生产上,是目前应用较广的一种网槽结构型式。
4、抽气式圆网和压力式网槽
(1)抽气式圆网
以上所述各种网槽一般只能适应较低车速。提高车速时,就容易发生甩浆和溜浆的现象,难以保证成纸的质量。采用抽气式圆网,有利于提高圆网的车速。
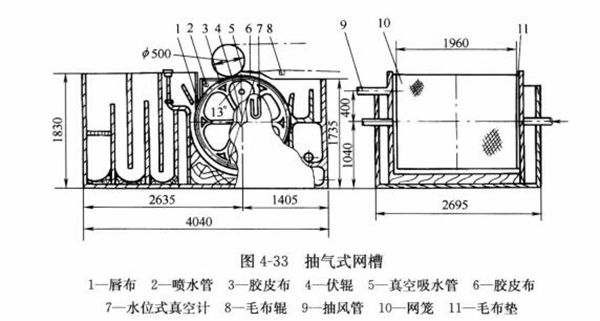
抽气式网槽的结构如图4-33所示:将顺流式网槽的两边箱(即耳箱)封闭起来,把网笼的两端挡住(网内白水通过水腿排除),网笼露出浆面的部分用胶皮布封住,使网笼的内外基本隔离开来;用抽风机在网笼内造成0.8~1kPa的低真空。
采用这种网槽增强网笼的滤水能力,增加纸浆在网面上的附着力,减少离心力的影响,从而为提高圆网车速创造了有利条件。此外,抽气式网槽可以提高成纸的匀度,降低湿纸幅进入伏辊时的水分;减少伏辊甩水和甩浆的现象。圆网抄造的纸上常有的透明点,主要是湿纸幅离开浆面时造成,抽气式网槽即可消除这种纸病。
(2)压力式网槽
压力式网槽的结构如图4-34所示。其机理是在普通的顺流式网槽的基础上,将网槽的成形部分加盖封闭,并用鼓风机送入400-500Pa最高可达1kPa的空气,进行加压。这种成形器的主要目的是改进纸幅的成形以改善纸的匀度,同时提高车速,增加产量,此外还可以清除高速度所产生的甩浆现象。
加压式圆网共有两种形式:BF型和BO型。见图4-34。
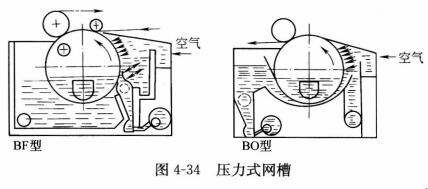
BF型系类似我国活动弧形板形式的网槽,采用多管进浆,然后进入扩散混合室,再通过一匀浆辊上网。成形部分加盖封闭通入空气加压。用于抄造薄页纸,设计车速为300m/min,抄造定量为30g/m2以下。车速超过200m/min时,网笼内需要抽气。
BO型系顺流式网槽,也采用多管进浆,然后进入扩散混合室,再通过匀浆辊进入弧形道上网。成形部分加盖封闭通入空气加压。用于抄造多层纸板,生产高级白纸板时车速122m/min,一般纸板可达160m/min,每个网的抄造定量在30g/m2以上,生产纸板时底网为8-12目不锈钢网,面网为55目铜网或不锈钢网。上浆浓度约0.2%。
加压式圆网的特点是脱水能力大;所抄出纸的层间结合好,不易剥离;由于成形部分有较小的正压,因此纸幅成形是过滤性质,与真空圆网比较,其纸幅网面的细小纤维流失少,纸页的两面性小;成纸的匀度比普通圆网好;纸幅的横向定量差比普通圆网抄出的纸幅有所改善;车速可提高。
5、干式网槽和限制性网槽
(1)干式网槽
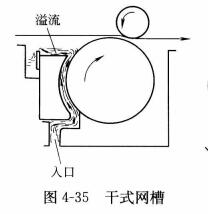
如图4-35所示,在网槽圆环中装一个简单的密封装置,将浆料悬浮液局限在网槽圆环的较短区域内。由于抄造长度减少,降低了成形区内失控的湍动程度;同时,白水可顺畅地进入网笼,避免在网笼内部积聚起来。全机宽的槽幅脱水更为均匀,从而相应地改善了横幅定量分布。逆流和顺流网槽的冲刷效应大为减少,而总的成形能力没有降低。
(2)限制性网槽(半网槽)
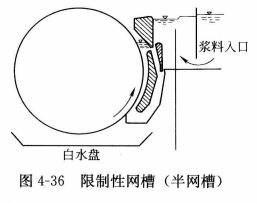
如图4-36所示。其实际上是一个带有“空着的”半脱水的干式网槽。
{kind=link}