





 �������ֽ��
�������ֽ��ֽ�����Ľṹ��ԭ��
ֽ�����Ľṹ��ԭ����
��һ������
ֽ�����Ľ���һ����øֽ�������Ľṹ���Ľ���Ҳ����ש����ˮ��Ĩ��Ľṹ��Ϊʹֽ���ڲ���ѭ�����á�����ֽ����Ħ��������ֽ����࣬Ҫע��Ѳ۵��ڱ�ĥ���Ĵ�ש��
Ŀǰʹ���е�ֽ�������佬�۵��������Ϊ3-12m3�����۳���һ��Ϊ�ɵ���ֱ����3.5-1.5�������۵ij�����һ��Ϊ1.5-1.8��
���۵���״��ֽ������������ϵ������кܴ��Ӱ�졣Ŀǰ�ڱȽ����Ƶ�ֽ�����ϵ���Ϊ�����ε���б�£�ʹ��ֽ��ͨ��ɽ�β����ڲ��ֽ��������ֽ�������������ھ��ȴ����⣬��ǽ���������ر�ʴ����������ԣ��ٽ�ֽ����ת��ʱ������ã�������һ�£�Ҳ�����ھ��ȴ�
Ϊ��ʹֽ������ѭ��������ֽ�����Ľ��۵ײ�����һ������б�ȡ���б�Ȳ��˹��������ڲ۵�ǰ�˺ͱ߽ǵȴ�����������������˵���б��һ��Ϊ7%-8%����Ũ�ȽϸߵĽ��ϣ���ʱ�ɴ�13%��
�������ɵ���
1������
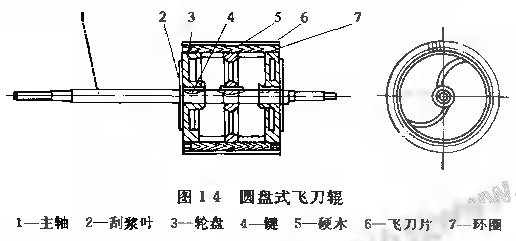
�ɵ���Ҳ��Ϊ������ṹ��ʽ�й�ʽ��Բ��ʽ���֡����ڣ��ɵ�����ͨ���û���ʽ�ṹ������2-4�����̡�����ȹ��ɡ����̵�Բ�̼ӹ��ɰ��ۺ���Ƕ���������ɵ�Ƭ��Ӳľ��Ƕ���������ļ�϶�ڣ����ڷɵ�Ƭ�����û�Ȧ�̽���
�ɵ�����Բ��ת��ֱ��Ӱ�쵽ֽ�����Ĺ������ܣ����Ĵ�С��ȡ���ڹ���������һ��ֽ�����ķɵ�������Ϊ7-8m/s���ɽ���Ϊ10-12m/s���ɵ��������µķɵ���ͨ��Ҫ��ֽ�����з���һ����ľ���ڷɵ���������ɳ�ӣ�����ֽ��������ĥ����ʹ�ɵ�����Ӵ���ȫһ�£�����Ͷ��������
2���ɵ�
�ɵ�Ƭ��װ�ڵ�����Բ�ܱ����ϡ��ɵ�Ƭ����һ��Ϊ�����Σ����к�ֱ�����˿���U��ȱ�ڣ�Ҳ��ijЩ�ɵ�Ƭ��������б��ģ�ͼ1-4����
�ɵ�Ƭ�ij�������������䣬�߶�ͨ��Ϊ100-120mm���ɵ�Ƭ�ĺ�ȸ��ݴĹ���Ҫ����ȷ����ͨ��Ϊ6-12mm�������뽬���ñ�������ճ�����ú���������뽬ʱ��Ϊ����Ч���ж���ά�������С����1-3mm�������ھ������ĺ��ʱ�������뿼�ǵ�����ǿ�ȡ�����Ƭ�ɵ���Ӳˮ������Χ�Ŀռ��Ϊ���ۡ����۵ļ�ࡢ��ȵȼ��γߴ�Դ����þ���һ����Ӱ�졣���������һ��ʱ����Ƭ�ļ��ϴ�����뵶�۵Ľ����϶࣬�ɼӴ�ֽ�������٣�������Ƭ�ļ��̫��ʱ��ֽ��������ڵ���������ʱ�䣬Ӱ��ֽ����������Ҳ�ķѶ�����ͨ�����������жϺͷ�����άΪ��ʱ���ڵ��ۿ���һ��������ʱ�����۵���ȹ�С��ֽ����ʹӲľĥ��Ͽ죬�������˶������ģ���������ȹ����ɵ�Ƭ����ϳ��ľ��룬��Ӳľ�����ι̵ذѷɵ�Ƭ�̶�����ʱ��ʹ��Ƭ�������Ҹ����ڵ������ֽ�����ɺ������ڽ����л�Ӱ��ֽ�����������������һ����40-50mmΪ�ˡ�
�ɵ�Ƭ����Ŀ�뵶Ƭ��ȡ����ҿ��Ⱥ͵���ֱ���йء�
�ɵ�Ƭ�IJ��Ͽɲ���̼�ظ֡�����֡�����ּ������ҵȡ�ѡ����һ�ֿɰ������ࡢ������;�涨��һ��ֽ�����ķɵ�Ƭ�øֲ����졲����Ӳ��230-250�ȣ�����Ҫ��ֽ��û��������ʱ��������ֵ�Ƭ��Ϊ����ʴ������ĥ������ò���ֵ�Ƭ���ڽ��и�ճ״��ʱ����ɲ���ʯ��Ƭ��ʯ��Ƭ���õ��������ң��������15-20mm��Ĺ��ƣ��Ƽ����Ϊ30-40mm��
�����������ʴ��дֲڵı��棬����ܶ�С�ĵ��ڣ���������ά������˺�Ѻ�ѹ�գ�������������ҳֽ��ֽ�ֵĴ��豸�У�����Ϊ���Ƿǽ������ϣ��������ڵ�����ֽ�����������ҵķɵ��ڴ�ʱ�Ķ������ıȽ�����Ƭ��20%���ң�����ʱ��������̡�
��������
����ֽ�����ĵ�λ�ڷɵ��������·����Ի�ýϴ�ı�ѹ������ֽ�����ĵ���లװ��ɽ�β��ϡ�������ʹ�����ڵ�ֽ���������;����ɽ�β��������ڳ�����÷ɵ�������ֽ���Ķ��ܣ���ֽ֤����ýϸߵ�ѭ���ٶȣ���ҵ���������ͻؽ������ʹĶ��ܡ�
���յ�Ƭ����ͬ�����ɷֳ�1-3�����װ�䡣ÿ����15-20Ƭ��Ƭ��ÿһ���Ƭ�е�Ƭ֮����Ӳľ��Ƕ��Ȼ������˨�н�����ͼ1-5��ʾ�����Ļ���Ӧ�뵶Ƭ��Բ�������Ǻϡ�װ�õĵ����������ĵ����ڣ�����Ш���̽������ڵ�����ĥ���뾭���������ʰ�װ��ɽ�β��ĵ����ڼ���ʱ���Դӽ�����ڲ���ȡ����
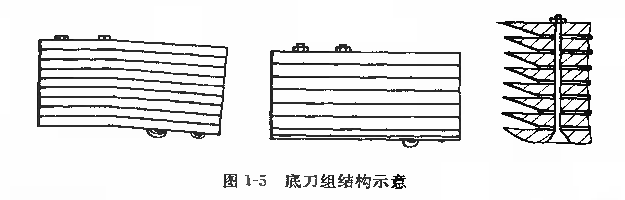
����Ƭ�����з�ʽ��Ϊб�γ������Σ����Է�ֹ�ɵ�����Ƕ�����϶�ڣ�ͬʱ������ɵ����ɼ���״�������ã������ڴ�б�ε���б�Ƕ�ͨ�������5°-7°��
�����ĵ���Ƭ�ĺ��Լ�ȷɵ����С2-3mmn������1-1������Ƭ�ȷɵ�Ƭ����ԭ����Ϊ�˼��ٷɵ�Ƭ��ĥ���ٶȣ���Ϊ���ȷɵ����������ڵ����У���һ����Ƭ��ƬӦ��Щ���Գ���ֽ���ij��������Ƭ�ļ������뵶Ƭ�����Ȼ��Դ�1-2mm��Ҳ�нϵ�Ƭ��ȴ�1���ġ������С���ױ�ֽ�����������ʹ�Ч�ʡ�
��1-1 ֽ�����ɵ��͵����
| ��ʽ | �ɵ����/mm | �����/mm | ֽ����; |
| �߶������ | 1-3 | 1-3 | ��ֽ |
| ����� | 6-7 | 3-4 | ��īֽ |
| ��ͨ�� | 8 | 5-6 | ��дֽ |
| ճ״�� | 9-10 | 6-7 | ����ֽ |
| �߶�ճ״�� | 11-15 | 8-12 | ţƤֽ |
���ģ����ڻ���
�ڴ����У��ɵ��������϶������״����С���ɵ��������ڽ����ϵı�ѹ����ֱ��Ӱ�����������˼�϶�ͱ�ѹӦ���ܹ����ڡ�ͨ����϶�ͱ�ѹ�ĵ���װ���������һ��ģ���Ϊһ�������Ļ�������ͼ1-6��ʾ��
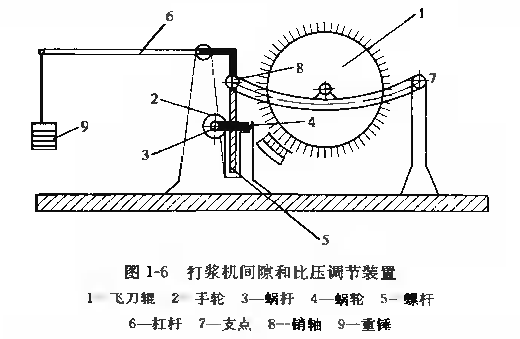
��1����϶����װ�ã�ͼ��2��3��4��5��8��7���ɵ��ڼ�϶�ķɵ�������ϵͳ������װ����ͨ�����֡������֣����ϸˡ���ĸʹ�ݸ��������ݸ˵�һ����֧�зɵ�����е�֧�۵�һ�˽½ӡ�������ת�����ֳ�����ʱ������������ɵ�����
��2����ѹװ�ã�9��6��8��7���ɵ�ѹϵͳ������ϵͳ��ͨ������8������һ��ġ�������ͨ��ֽ�����ɵ��������֮��ļ�϶ʱ������Ҫ�������Էɵ�����ѹ������ʱ����Ҫ��ɵ��������֮��ļ�϶���Ե��ڣ����һ�Ҫ����ͨ���������ʱ�����ܵ�ѹ����Ҳ���Ƿɵ��������ڵ��ϵ�ѹ����Ҳ���Ե��ڣ�ʼ����Ӧ�ڲ�ͬ���������µĴ�Ҫ��
��ѹװ������ͨ������ˮѹ�����Ƶ���ɵ���֮���ѹ����Ҳ����ͨ����ѹ�����ڵģ��������ֽ�����Dz��øܸ�ԭ�����е�ѹ�ġ�
ƽ���ش�������Wͨ���ܸ�ʹ���������ڵ��ϵ�����С��
{kind=link}